
电 话:15996513486
邮 箱:nthxcnc@sina.com
网址:www.nthxkj.com
地 址:江苏省南通市通州区刘桥镇新联工业园区富新路6号
因为安徽床身式数控铣床五轴加工中心的刀具能够对工件呈任意的姿势进行加工,所以可避免加工中心切削速度为零的现象,还能够挑选最适宜的加工中心刀具及相对于工件的姿势有效地进行加工,以及对凹入的形状用刀具歪斜的姿势进行加工,这些都是有利于加工的条件。如何选择床身式数控铣床5轴加工中心的主要结构方式可按照工作台上两根回转轴与一根主轴的各种设置方式分红3大类。因为各轴的相对位置有多种多样的结构形式,因此也有必要设置能习惯多种结构形式的通用化后处理器。

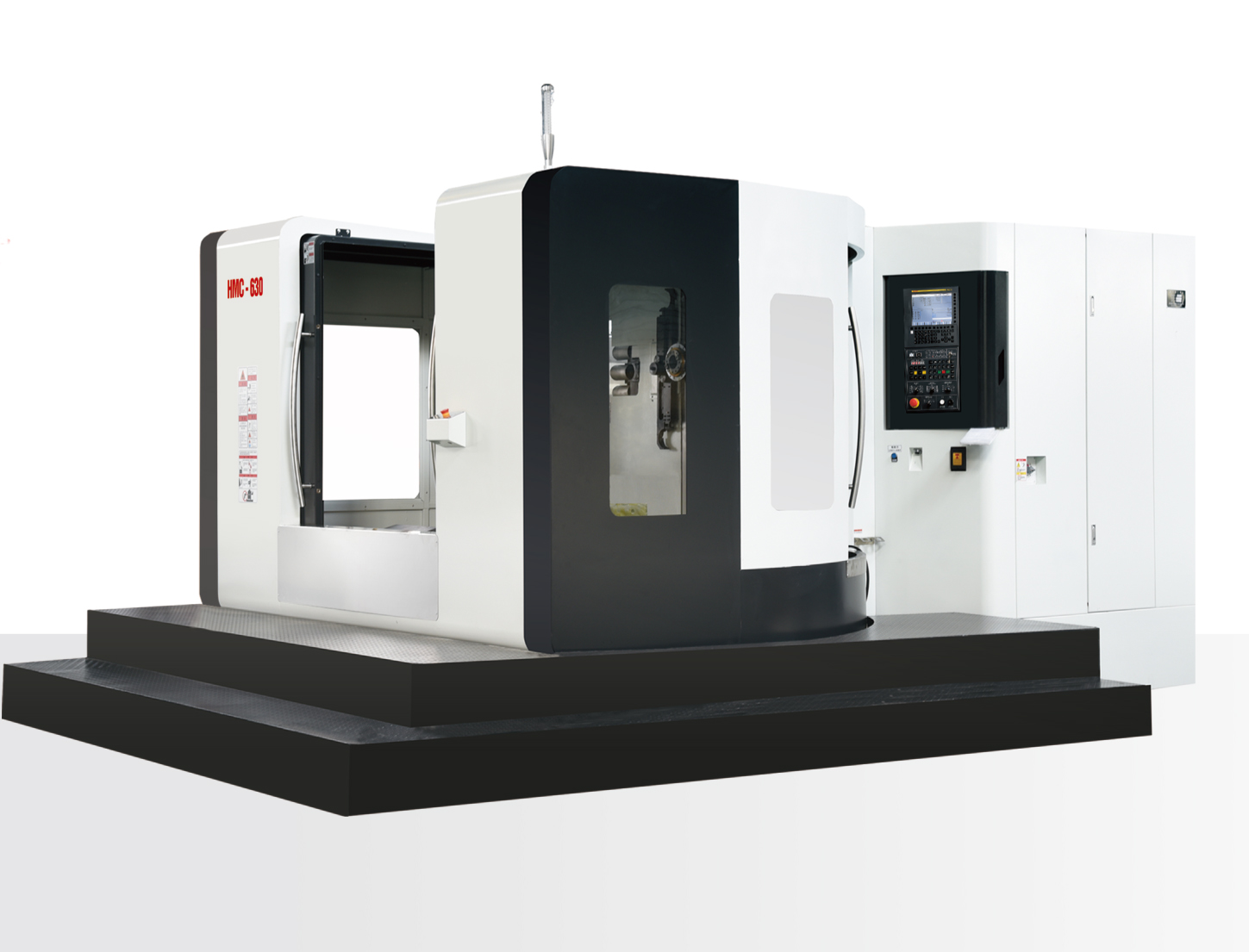
安徽床身式数控铣床数控铣床的基础件通常是指床身、立柱、横梁、工作台、底座等结构件,其尺寸较大(俗称大件),井构成了机床的基本框架。其他部件附着在基础件上,有的部件还需要沿着基础件运动。安徽床身式数控铣床由于基础件起着支撑和导向的作用,因而对基础件的本要求是刚度好。

O:程序号,设定程序号N:程序段号,设定程序顺序号G:准备功能X/Y/Z :尺寸字符,轴移动指令A/B/C/U/V/W:附加轴移动指令R:圆弧半径I/J/K:圆弧中心坐标(矢量)F:进给,设定进给量S:主轴转速,设定主轴转速T:刀具功能,设定刀具号M:辅助功能,开/关控制功能H/D:刀具偏置号,设定刀具偏置号P/X:延时,设定延时时间P:程序号指令,如何选择床身式数控铣床设定子程序号(如子程序调用:M98P1000)L:重复,安徽床身式数控铣床设定子程序或固定循环重复次数(如:M98 P1000 L2,省略L代表L1)P/W/R/Q:参数,固定循环使用的参数(如:攻牙G98/(G99)G84 X_ Y_ R_ Z_ P_ F_)

造成原因:安徽床身式数控铣床高速加工中心加工时直径逐渐增加造成的原因也行有:铰刀外径尺寸设计值偏高或铰刀刃口有毛边、切削速度过高、进给量错误或加工余量过大、铰刀主偏角过大、铰刀变形、铰刀主偏角过大、铰刀变形、铰刀刃口上粘粘着积屑瘤、刃磨时铰刀刃口摆差超差、切削液挑选有问题,也有可能是设备自身的问题,主轴变形或主轴轴承松动或受损、都是有可能发生这些现象。解决办法:安徽床身式数控铣床可以通过实际检测的状况作以下措施:按照实际情况适度降低铰刀外径、减低切削速度、适度更改进给量或降低加工余量、适度降低主偏角、校直或报废变形的不能用的铰刀、挑选冷却性能好些的切削液、调节或更换主轴轴承,或者更换整条主轴。

G00:定位或快速移动G01:直线插补G02:圆弧插补/螺旋线插补CWG03:圆弧插补/螺旋线插补CCWG04:停留时间或延时时间如:G04 X1000(或G04 X1.0)G04 P1000表示停留1秒钟G09:准确停止或精确停止检查(检查是否在目标范围内)G10:可编程数据输入G17:选择XPYP 平面 XP:X 轴或其平行轴G18:选择ZPXP 平面 YP:Y 轴或其平行轴G19:选择YPZP 平面 ZP:Z 轴或其平行轴G20:英寸输入G21:毫米输入G28:返回参考点检测格式:G91/(G90) G28 X__ Y__ Z__经过中间点X__ Y__ Z__返回参考点(绝对值/增量值指令)G29:从参考点返回G91/(G90) G29 X__ Y__ Z__从起始点经过参考点返回到目标点X__ Y__ Z__的指令(绝对值/增量值指令)G30 返回第2,3,4 参考点G91/(G90) G30 P2 X__ Y__ Z__;返回第2 参考点(P2 可以省略。)G91/(G90) G30 P3 X__ Y__ Z__;返回第3 参考点G91/(G90) G30 P4 X__ Y__ Z__;返回第4 参考点X__ Y__ Z__:经过中间点位置(绝对值/增量值指令)G40:刀具半径补偿取消G41:左侧刀具半径补偿(沿进给方向刀具在左边)G42:右侧刀具半径补偿(沿进给方向刀具在右边)G43:刀具长度补偿+方向G44:刀具长度补偿-方向G49:取消刀具长度补偿G50:取消比例缩放G51:比例缩放,格式:ON G51 X_ Y_ Z_ P_;OFF G50X_ Y_ Z_:设定缩放中心位置P:缩放比例,范围是1-999999,不能是小数,如果P800代表缩放比例是0.8G52:设定局部坐标系G53:选择机床坐标系G54-G59:选择工件坐标系1-6G60:单方向定位,消除传动间隙(代替G00),过目标位置后然后回头至目标位置G61:准停检查方式,切削进给接近目标位置时减速并检查位置公差范围G62:自动拐角倍率G63:攻牙方式G64:正常切削方式,切削进给接近目标位置时不减速,以及切削段与段之间不减速G65:宏程序调用G66:宏程序模态调用G67:宏程序模态调用取消G68:坐标旋转,格式:G17:G68 X_ Y_ R_G18:G68 X_ Z_ R_G19:G68 Y_ Z_ R_G69 坐标旋转取消G73:多级钻削循环G74:攻左旋螺纹循环G76:安徽床身式数控铣床精镗循环(定向偏心退刀)G80:取消固定循环G81:单级钻削循环G82:单级钻削循环(实现孔底停留或延时)G83:多级钻削循环G84:攻右旋螺纹G85:镗削循环G86:镗削循环G87:反镗循环G88:镗削循环G89:镗削循环G90:绝对指令G91:相对指令G92:设定工件坐标系G98:固定循环后退时退回起点G99:如何选择床身式数控铣床固定循环后退时退回点(R点在固定循环中设定)

1、安徽床身式数控铣床数控铣床和如何选择床身式数控铣床加工中心的各轴功率比较大,主轴功率也比较大,主轴锥柄大约都在30、40、50左右,也有国外机床采用了HSK形式的锥柄或者更小的20锥柄。可以满足一般的铣削和钻孔攻丝等工序。主轴转速一般在8000RPM,也有采用电主轴形式的,转速能够达到20000-60000RPM,但是相应的价格也比较高,2、雕刻机大部分采用小功率电机,主轴转速比较快,大约能够在30000RPM左右,较大的刀具也只能在直径10MM左右。
地址:江苏省南通市通州区刘桥镇新联工业园区富新路6号
电话:15996513486
邮箱:nthxcnc@sina.com
网址:www.nthxkj.com

(微信扫一扫)


