
电 话:15996513486
邮 箱:nthxcnc@sina.com
网址:www.nthxkj.com
地 址:江苏省南通市通州区刘桥镇新联工业园区富新路6号
造成原因:出现湖北立式加工中心加工内孔不圆,圆度不够的状况一般是因为以下几个因素:铰刀太长,刚性不够,铰削时造成振动、铰刀主偏角过小、铰孔余量偏小、内孔表面有缺陷、交叉孔、特别是孔表面有沙眼、气孔、也有可能是湖北立式加工中心机床主轴轴承松动等。解决办法:可以从以下几方面下手:铰刀的安装应选择刚性连接,选择合格铰刀,把控预加工工序的孔位置公差、选择不等齿距铰刀、使用合格毛坯、及时对机床主轴间隙进行更改等。

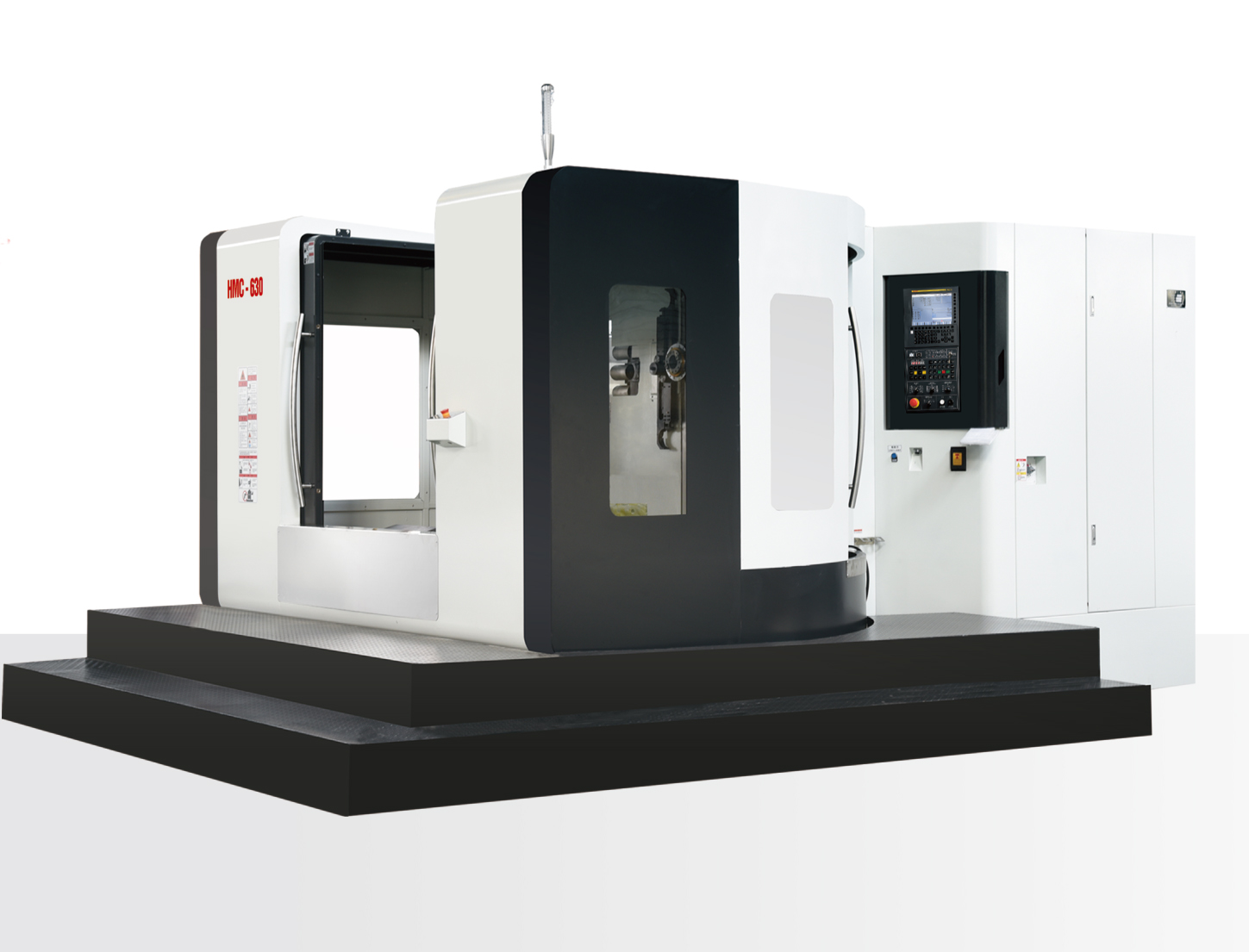
因为湖北立式加工中心五轴加工中心的刀具能够对工件呈任意的姿势进行加工,所以可避免加工中心切削速度为零的现象,还能够挑选最适宜的加工中心刀具及相对于工件的姿势有效地进行加工,以及对凹入的形状用刀具歪斜的姿势进行加工,这些都是有利于加工的条件。如何选择立式加工中心5轴加工中心的主要结构方式可按照工作台上两根回转轴与一根主轴的各种设置方式分红3大类。因为各轴的相对位置有多种多样的结构形式,因此也有必要设置能习惯多种结构形式的通用化后处理器。

1、湖北立式加工中心数控铣床和如何选择立式加工中心加工中心的各轴功率比较大,主轴功率也比较大,主轴锥柄大约都在30、40、50左右,也有国外机床采用了HSK形式的锥柄或者更小的20锥柄。可以满足一般的铣削和钻孔攻丝等工序。主轴转速一般在8000RPM,也有采用电主轴形式的,转速能够达到20000-60000RPM,但是相应的价格也比较高,2、雕刻机大部分采用小功率电机,主轴转速比较快,大约能够在30000RPM左右,较大的刀具也只能在直径10MM左右。

造成原因:湖北立式加工中心高速加工中心加工时直径逐渐增加造成的原因也行有:铰刀外径尺寸设计值偏高或铰刀刃口有毛边、切削速度过高、进给量错误或加工余量过大、铰刀主偏角过大、铰刀变形、铰刀主偏角过大、铰刀变形、铰刀刃口上粘粘着积屑瘤、刃磨时铰刀刃口摆差超差、切削液挑选有问题,也有可能是设备自身的问题,主轴变形或主轴轴承松动或受损、都是有可能发生这些现象。解决办法:湖北立式加工中心可以通过实际检测的状况作以下措施:按照实际情况适度降低铰刀外径、减低切削速度、适度更改进给量或降低加工余量、适度降低主偏角、校直或报废变形的不能用的铰刀、挑选冷却性能好些的切削液、调节或更换主轴轴承,或者更换整条主轴。
地址:江苏省南通市通州区刘桥镇新联工业园区富新路6号
电话:15996513486
邮箱:nthxcnc@sina.com
网址:www.nthxkj.com

(微信扫一扫)


