
电 话:15996513486
邮 箱:nthxcnc@sina.com
网址:www.nthxkj.com
地 址:江苏省南通市通州区刘桥镇新联工业园区富新路6号

切屑控制,又称切屑处理,工厂中一般简称为“断屑”,是指在切削加工中采取适当的措施来控制切屑的卷曲、流出与折断,使形成“可接受”的良好屑形。深圳立式加工中心合理的刀具切削区几何参数是提高切屑形成的可控性及断屑的可靠性最常用的方法。前角与切屑厚度成反比,对于不同被加工材料有最佳值;主偏角直接影响切屑厚度与宽度,主偏角大易断屑;刀尖圆弧半径关系到切屑厚度与宽度以及流屑方向,精加工适宜用小的圆弧半径,怎么选立式加工中心粗加工适宜用大的半径。断屑槽宽度与进给量成比例选择,进给量小选窄的,进给量大的选宽的;断屑槽深度选择与进给量成反比,小进给量选深的,大进给量选浅的。

造成原因:出现深圳立式加工中心加工内孔不圆,圆度不够的状况一般是因为以下几个因素:铰刀太长,刚性不够,铰削时造成振动、铰刀主偏角过小、铰孔余量偏小、内孔表面有缺陷、交叉孔、特别是孔表面有沙眼、气孔、也有可能是深圳立式加工中心机床主轴轴承松动等。解决办法:可以从以下几方面下手:铰刀的安装应选择刚性连接,选择合格铰刀,把控预加工工序的孔位置公差、选择不等齿距铰刀、使用合格毛坯、及时对机床主轴间隙进行更改等。

造成原因:深圳立式加工中心高速机加工孔时发生,中线弯曲 的造成原因有:钻孔加工时孔斜,特别是孔径较小时, 因为铰刀刚性较差,不能矫正原本的变形度、铰刀主偏角过大、导向欠佳,使铰刀在铰削中容易偏离方位、切削部分倒锥过大、铰刀断续在孔中部间隙处位移等原因。解决办法:深圳立式加工中心增加扩孔或镗孔工序校正孔、降低主偏角、更改合适的铰刀、替换有导向部分或加长切削部分的铰刀、注意规范操作。

深圳立式加工中心加法:#i=#j+#k减法:#i=#j-#k乘法:#i=#j*#k除法:#i=#j/#k正弦:#i=SIN[#j]反正弦:#i=ASIN[#j]余弦:#i=COS[#j]反余弦:#i=ACOS[#j]怎么选立式加工中心正切:#i=TAN[#j]反正切:#i=ATAN[#j]平方根:#i=SQRT[#j]绝对值:#i=ABS[#j]舍入:#i=ROUND[#j]上取整:#i=FIX[#j]下取整:#i=FUP[#j]自然对数:#i=LN[#j]指数函数:#i=EXP[#j]或:#i=#jOR#k异或:#i=#jXOR#k与:#i=#AND#k从BCD转为BIN:#i=BIN[#j]从BIN转为BCD:#i=BCD[#j]

O:程序号,设定程序号N:程序段号,设定程序顺序号G:准备功能X/Y/Z :尺寸字符,轴移动指令A/B/C/U/V/W:附加轴移动指令R:圆弧半径I/J/K:圆弧中心坐标(矢量)F:进给,设定进给量S:主轴转速,设定主轴转速T:刀具功能,设定刀具号M:辅助功能,开/关控制功能H/D:刀具偏置号,设定刀具偏置号P/X:延时,设定延时时间P:程序号指令,怎么选立式加工中心设定子程序号(如子程序调用:M98P1000)L:重复,深圳立式加工中心设定子程序或固定循环重复次数(如:M98 P1000 L2,省略L代表L1)P/W/R/Q:参数,固定循环使用的参数(如:攻牙G98/(G99)G84 X_ Y_ R_ Z_ P_ F_)
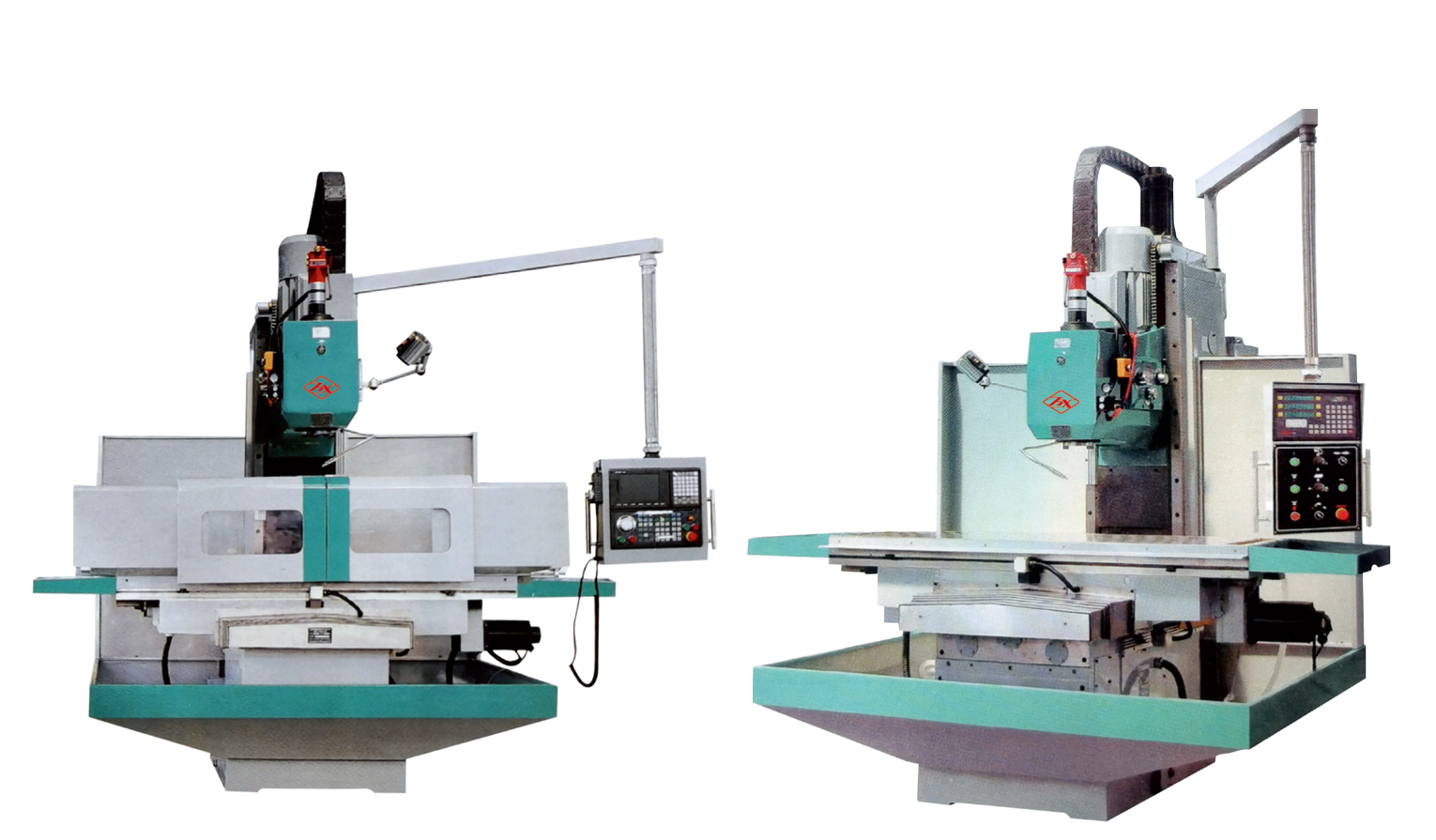
怎么选立式加工中心650数控加工中心是能够进行数控加工的机械设备,在当今的机械行业中应用广泛,相比其传统机械设备,加工中心的优越性在于具备数控系统,有了数控系统的参与,编程员可以通过指令根据工件的不同质地,加工要求,设备特点来制定加工程序,深圳立式加工中心从而满足个性化的加工任务,正因如此,加工中心的优点就显而易见了。
地址:江苏省南通市通州区刘桥镇新联工业园区富新路6号
电话:15996513486
邮箱:nthxcnc@sina.com
网址:www.nthxkj.com

(微信扫一扫)


