
电 话:15996513486
邮 箱:nthxcnc@sina.com
网址:www.nthxkj.com
地 址:江苏省南通市通州区刘桥镇新联工业园区富新路6号
1.南通型材复合加工中心逻辑运算符。EQ:等于。NE:不等于。GT:大于。GE:小于或等于。LT:小于。2. 程序转移和循环。无条件转移:GOTO。条件转移:IF [条件表达式]。南通型材复合加工中心IF [条件表达式] GOTO n,如果条件满足,则跳转至程序段n。IF [条件表达式] THEN,如:IF [#I=#J] THEN #K=03. 循环语句。WHILE [条件表达式] Dom (m=1,2,,3)

南通型材复合加工中心数控铣床油杯的清洗方法。机械设备中常用的油杯有压注油杯、旋盖油杯、旋套式注油油杯、弹簧盖油杯、针阀式注油油杯等。哪里有型材复合加工中心油杯在使用中残留的赃物渐渐增多,特别是长期残留在油杯中的润滑脂与空气接触,极易变质。一旦这些残留物进入设备润滑部位,就会破坏正常的润滑功能。所以,要对油杯定期进行清洗,清洗的步骤如下。

哪里有型材复合加工中心数控车床的数控器系统、驱动器、变频器、等电子元件都有所需的供电范围要求,差不多是±20%左右。所以,如果外部的电压波动范围超过了这个值,那么这些元器件要么产生预警报告,要么工作紊乱。所以需不需要安置稳压器,与哪里有型材复合加工中心数控车床本身无关,而是与工厂所在区域的电压稳定性以及用电环境有关。

G00:定位或快速移动G01:直线插补G02:圆弧插补/螺旋线插补CWG03:圆弧插补/螺旋线插补CCWG04:停留时间或延时时间如:G04 X1000(或G04 X1.0)G04 P1000表示停留1秒钟G09:准确停止或精确停止检查(检查是否在目标范围内)G10:可编程数据输入G17:选择XPYP 平面 XP:X 轴或其平行轴G18:选择ZPXP 平面 YP:Y 轴或其平行轴G19:选择YPZP 平面 ZP:Z 轴或其平行轴G20:英寸输入G21:毫米输入G28:返回参考点检测格式:G91/(G90) G28 X__ Y__ Z__经过中间点X__ Y__ Z__返回参考点(绝对值/增量值指令)G29:从参考点返回G91/(G90) G29 X__ Y__ Z__从起始点经过参考点返回到目标点X__ Y__ Z__的指令(绝对值/增量值指令)G30 返回第2,3,4 参考点G91/(G90) G30 P2 X__ Y__ Z__;返回第2 参考点(P2 可以省略。)G91/(G90) G30 P3 X__ Y__ Z__;返回第3 参考点G91/(G90) G30 P4 X__ Y__ Z__;返回第4 参考点X__ Y__ Z__:经过中间点位置(绝对值/增量值指令)G40:刀具半径补偿取消G41:左侧刀具半径补偿(沿进给方向刀具在左边)G42:右侧刀具半径补偿(沿进给方向刀具在右边)G43:刀具长度补偿+方向G44:刀具长度补偿-方向G49:取消刀具长度补偿G50:取消比例缩放G51:比例缩放,格式:ON G51 X_ Y_ Z_ P_;OFF G50X_ Y_ Z_:设定缩放中心位置P:缩放比例,范围是1-999999,不能是小数,如果P800代表缩放比例是0.8G52:设定局部坐标系G53:选择机床坐标系G54-G59:选择工件坐标系1-6G60:单方向定位,消除传动间隙(代替G00),过目标位置后然后回头至目标位置G61:准停检查方式,切削进给接近目标位置时减速并检查位置公差范围G62:自动拐角倍率G63:攻牙方式G64:正常切削方式,切削进给接近目标位置时不减速,以及切削段与段之间不减速G65:宏程序调用G66:宏程序模态调用G67:宏程序模态调用取消G68:坐标旋转,格式:G17:G68 X_ Y_ R_G18:G68 X_ Z_ R_G19:G68 Y_ Z_ R_G69 坐标旋转取消G73:多级钻削循环G74:攻左旋螺纹循环G76:南通型材复合加工中心精镗循环(定向偏心退刀)G80:取消固定循环G81:单级钻削循环G82:单级钻削循环(实现孔底停留或延时)G83:多级钻削循环G84:攻右旋螺纹G85:镗削循环G86:镗削循环G87:反镗循环G88:镗削循环G89:镗削循环G90:绝对指令G91:相对指令G92:设定工件坐标系G98:固定循环后退时退回起点G99:哪里有型材复合加工中心固定循环后退时退回点(R点在固定循环中设定)

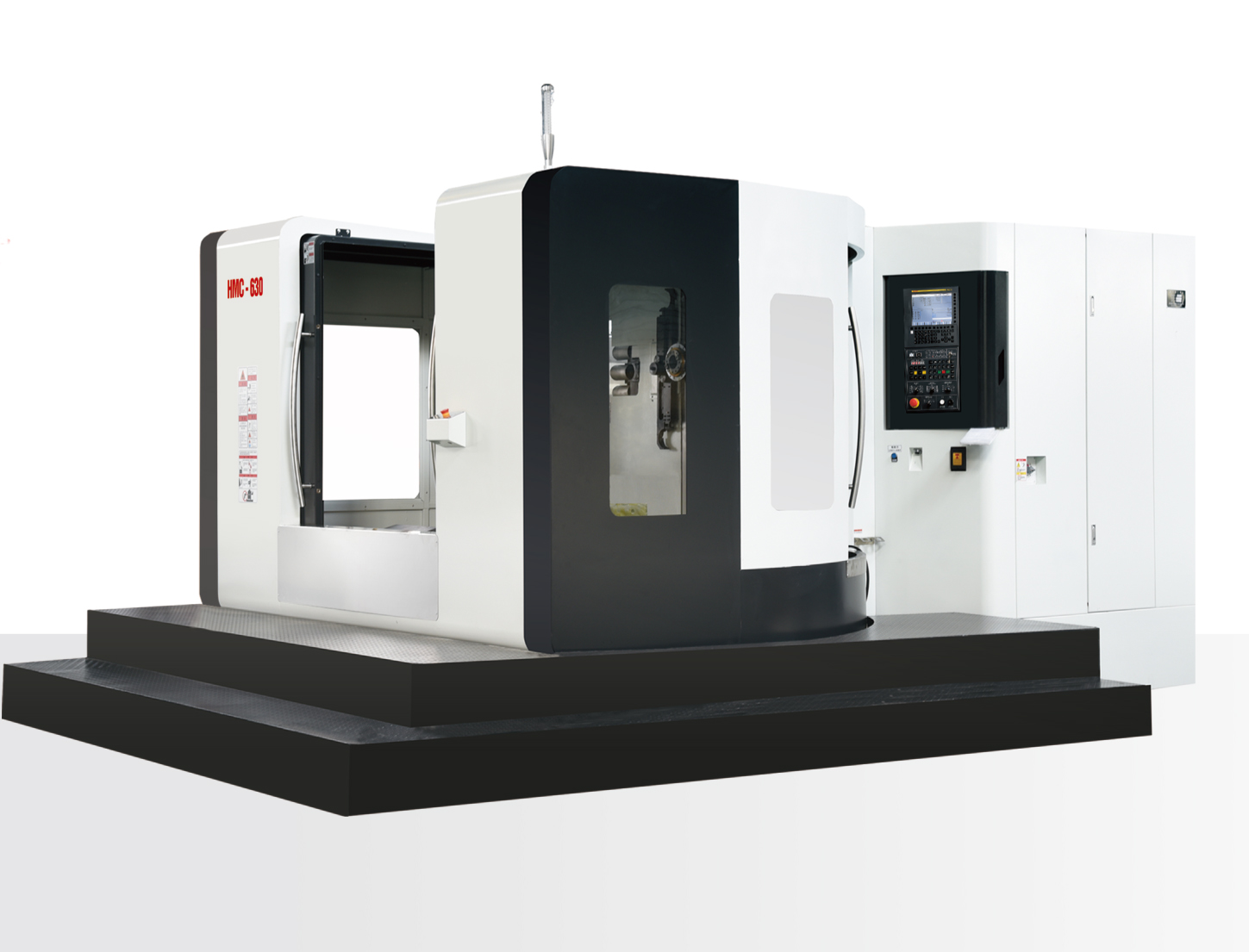
①冷却系统。南通型材复合加工中心机床的冷却系统是由冷却泵、出水管、回水管、开关及喷嘴等组成,冷却泵安装在机床底座的内腔里,冷却泵将切削液从底座内储液池打至出水管,然后经喷嘴喷出,对切削区进行冷却。②润滑系统及方式。润滑系统是由手动润捐油泵、分油器、节流阀、油管等组成。机床采用周期润滑方式,用手动润滑油泵,通过分油器对主轴套筒、纵横向导轨及三向滚珠丝杆进行润滑,以提高机床的使用寿命。从数字控制技术特点看.由于效控机床采用了伺服电机,应用数字技术实现了对南通型材复合加工中心机床执行部件工作顺序和运动位移的直接控制,传统机床的变速箱结构被取消或部分取消了,因而机械结构也大大简化了。数字控制还要求机械系统有较高的传动刚度和无传动间隙,以确保控制指令的执行和控制品质的实现。同时.由于计算机水平和控制能力的不断提高,同一台机床上允许更多功能部件同时执行所需要的各种辅助功能已成为可能,因而数控机床的机械结掏比传统机床具有更高的集成化功能要求。
地址:江苏省南通市通州区刘桥镇新联工业园区富新路6号
电话:15996513486
邮箱:nthxcnc@sina.com
网址:www.nthxkj.com

(微信扫一扫)


