
电 话:15996513486
邮 箱:nthxcnc@sina.com
网址:www.nthxkj.com
地 址:江苏省南通市通州区刘桥镇新联工业园区富新路6号

切屑控制,又称切屑处理,工厂中一般简称为“断屑”,是指在切削加工中采取适当的措施来控制切屑的卷曲、流出与折断,使形成“可接受”的良好屑形。镇江床身式数控铣床合理的刀具切削区几何参数是提高切屑形成的可控性及断屑的可靠性最常用的方法。前角与切屑厚度成反比,对于不同被加工材料有最佳值;主偏角直接影响切屑厚度与宽度,主偏角大易断屑;刀尖圆弧半径关系到切屑厚度与宽度以及流屑方向,精加工适宜用小的圆弧半径,如何选择床身式数控铣床粗加工适宜用大的半径。断屑槽宽度与进给量成比例选择,进给量小选窄的,进给量大的选宽的;断屑槽深度选择与进给量成反比,小进给量选深的,大进给量选浅的。

消除切削振动应该从刀具上找办法思路。镇江床身式数控铣床首先应该遵循讲切削力将至最小的原则,保证刀具刀刃的锋利程度来降低切削力,不论刀具有无涂层都应该保证刃口的锋利。此外,对于不同的切削加工类型采用适合的方法。例如,细长刀杆来切削细长轴零件应采用90度主偏角刀具;床身式数控铣床厂家面铣刀采用疏齿不等距铣刀来减小铣削振动;内孔镗削时刀片刃形角越小越好。最后应该考虑加固刀具的静态钢性,使用整体硬质合金或重金属的刀杆。

造成原因:镇江床身式数控铣床高速机加工孔时发生,中线弯曲 的造成原因有:钻孔加工时孔斜,特别是孔径较小时, 因为铰刀刚性较差,不能矫正原本的变形度、铰刀主偏角过大、导向欠佳,使铰刀在铰削中容易偏离方位、切削部分倒锥过大、铰刀断续在孔中部间隙处位移等原因。解决办法:镇江床身式数控铣床增加扩孔或镗孔工序校正孔、降低主偏角、更改合适的铰刀、替换有导向部分或加长切削部分的铰刀、注意规范操作。

1、按主轴位置分为立式加工中心和卧式加工中心;按轴数分为三轴、四轴、五轴……加工中心(轴数是指如何选择床身式数控铣床加工中心具有运动坐标数)等。2、镇江床身式数控铣床加工中心的轴有哪些?直线轴:X、Y、Z旋转轴:A、B、C平行轴:U、V、W

镇江床身式数控铣床加法:#i=#j+#k减法:#i=#j-#k乘法:#i=#j*#k除法:#i=#j/#k正弦:#i=SIN[#j]反正弦:#i=ASIN[#j]余弦:#i=COS[#j]反余弦:#i=ACOS[#j]如何选择床身式数控铣床正切:#i=TAN[#j]反正切:#i=ATAN[#j]平方根:#i=SQRT[#j]绝对值:#i=ABS[#j]舍入:#i=ROUND[#j]上取整:#i=FIX[#j]下取整:#i=FUP[#j]自然对数:#i=LN[#j]指数函数:#i=EXP[#j]或:#i=#jOR#k异或:#i=#jXOR#k与:#i=#AND#k从BCD转为BIN:#i=BIN[#j]从BIN转为BCD:#i=BCD[#j]
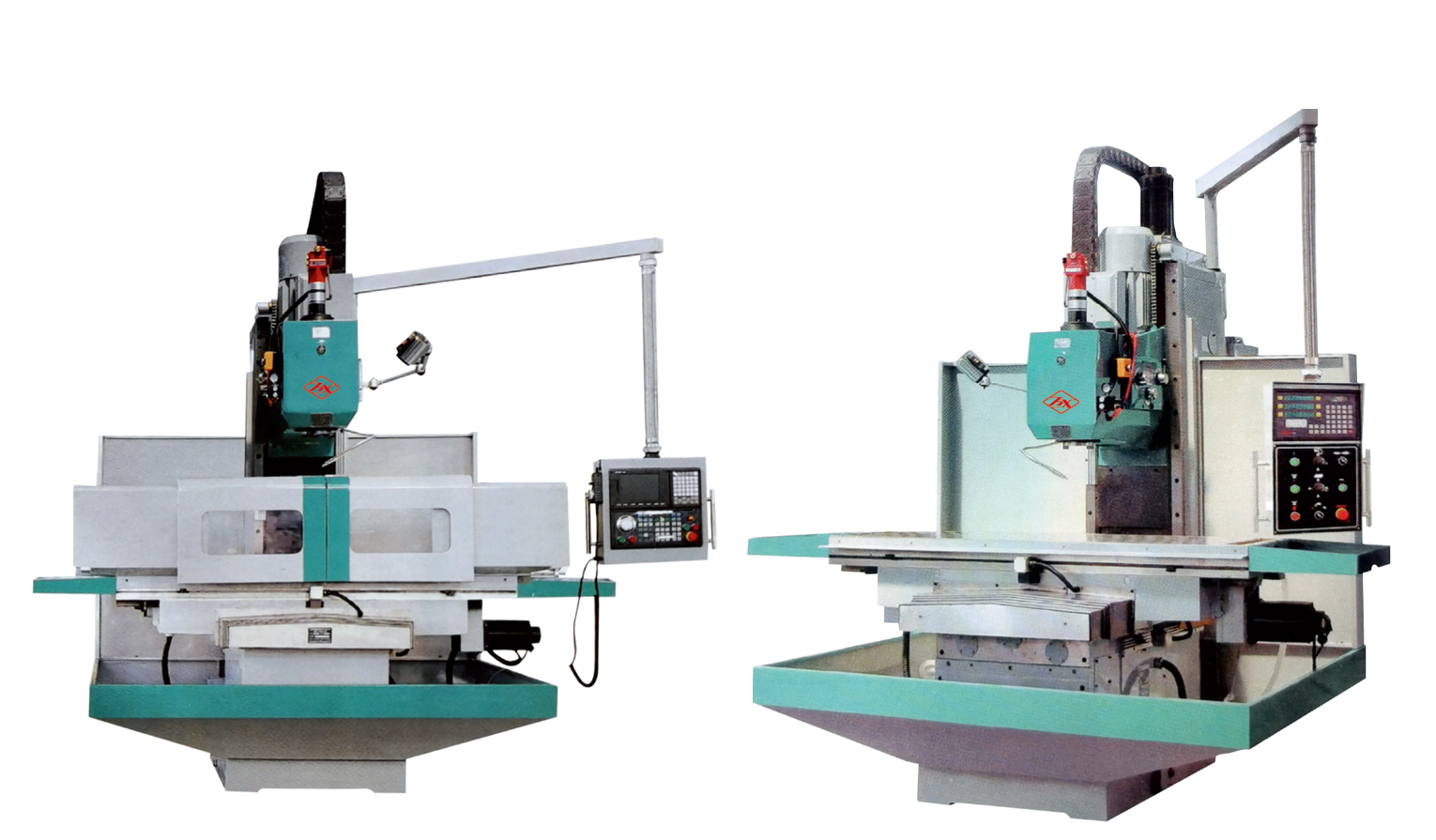
如何选择床身式数控铣床数控铣床采用宽导轨底座,导轨耐磨性好;树脂砂铸件,机床刚性好;双螺母滚珠丝杆,精度稳定性好;主轴BT40锥孔,是刚性加强的基本型数控铣床,适用于中速钻铣。经济型数控钻铣床排头兵。镇江床身式数控铣床数控历经三代全新升级,产品稳定性获得市场的广泛好评。产品模块化设计,可根据用户实际使用需求灵活配置,实现产品的最高性价比。是传统手工制造数控化的理想产品。
地址:江苏省南通市通州区刘桥镇新联工业园区富新路6号
电话:15996513486
邮箱:nthxcnc@sina.com
网址:www.nthxkj.com

(微信扫一扫)


